
Wastewater-free cosmetics production
Upgrade of an industrial wastewater treatment plant to Zero Liquid Discharge
The implementation of a completely wastewater-free production usually fails due to the decreasing quality of the recycled water. For a cosmetics manufacturer, a conventional wastewater treatment plant was upgraded to turn the vision of "Zero Liquid Discharge" into reality.
Fresh water is becoming increasingly scarce not only in arid zones but also in zones with enough rainfall. This is the reason why years have been spent to elaborate concepts for the recycling of industrial wastewater. One difficulty is the fact that a reverse osmosis must be used in most cases to achieve the necessary quality for water reuse. Yet reverse osmosis systems produce concentrates with high salt concentration, whose disposal is expensive and more and more difficult the higher the recycled water and concentrate quantities. In order to optimize water recycling while minimizing the quantity of concentrates, further concepts have been developed with the aim of no longer discharging wastewater at industrial sites but reusing basically all purified wastewater whilst the substances are transferred to a solid phase and disposed of (ZLD or “Zero Liquid Discharge“).
Though there have been many descriptions and discussions concerning ZLD over the years, only few industrial sites worldwide have implemented the concept with all consistency. This is due to several reasons, including the fact that ZLD requires a balancing act in terms of processes and operations: The water for reuse must usually meet high quality standards, yet at the same time ZLD causes a further concentration of the substances. With increasing concentrations, operation becomes more and more difficult and the separate water phase increasingly “dirty”. It is therefore necessary to find the balance between the best possible water quality and high concentrations in continuous operation.
Finished Zero Liquid Discharge (ZLD) plant with bioreactor in the background and ultrafiltration and reverse osmosis containers in the foreground.

Upgrade of a wastewater treatment plant to a water recycling system
In this context, an initial concept for water recycling was elaborated for an international cosmetics group, which was then further developed into a ZLD concept by changing the external site conditions: On site, a conventional wastewater treatment plant for mixed production wastewater had been in operation (throughput approx. 7 m³/h). As the plant did not comply with the discharge requirements of the local industrial zone, Wehrle was contracted to upgrade the plant to a Membrane Bioreactor (MBR) and double the plant capacity to make the production site fit for the future.
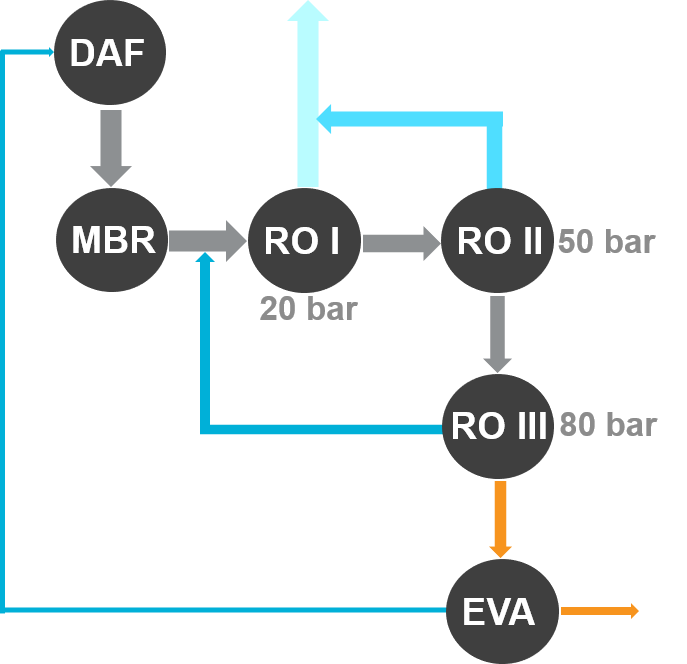
Furthermore, a one-stage reverse osmosis plant (RO I) for water recycling was installed, yet on request of the customer at first only for a throughput of 8 m³/h with optional extension. Since the customer was convinced of the concept, he decided to convert his plant into a ZLD plant to become independent from the local sewage treatment system. For this purpose, two further reverse osmosis stages (picture 2) were planned, ensuring the production of as much clean permeate as possible and concentrating the concentrate to the greatest extent possible before feeding it into the evaporator, where it is thickened. The membrane units (ultrafiltration as part of the MBR and the reverse osmosis stages) were manufactured as compact container constructions and delivered to the customer ready for operation (picture 1).
After the construction and commissioning phase, Wehrle supervised the plant operation for another six months. It became clear that the process is stable and extremely successful. Only the hydraulic mode needs special attention as the plant was only fed with an average of 4 to 6 m³/h during the supervision period but is designed for a significantly higher throughput (MBR: 14.6 m³/h and RO 8 m³/h, see above). As consequence, parts of the plant must be regularly stopped and started again, which is technically feasible but not advantageous from a process engineering point of view, leading also to higher mechanical fatigue of the components.
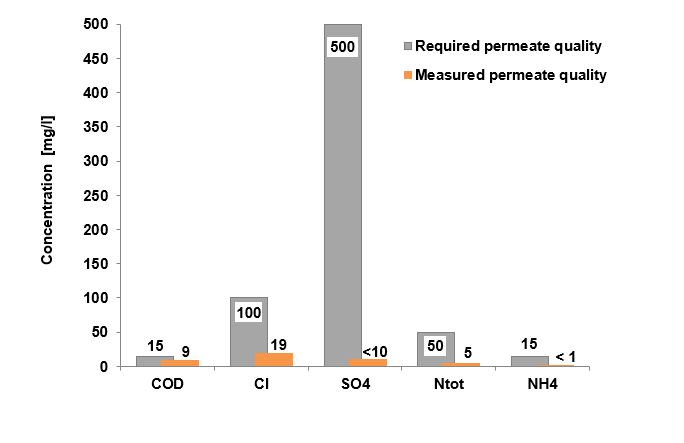
The reverse osmosis feed, i.e. the MBR outlet (= UF permeate), showed considerably higher salt concentrations on average than expected while planning and dimensioning the ZLD plant. Yet both the quantity and the quality of the recycled water in the observation period were higher than assumed: The yield of RO I was 80 % instead of the planned 70 %. The quality of the permeate, comprising the permeate of the reverse osmosis stages I and II, is significantly better than the quality the customer required (picture 3). Such results strengthen recycling and ZLD concepts because they open up more possibilities for the utilization, i.e. the reuse, of process water.
ZLD process scheme
Customer requirements for the recycled water (grey) and measured concentration of the recycled water (orange).
Concentrates from the respective process stages, from UF permeate (left) to evaporator concentrate (right).

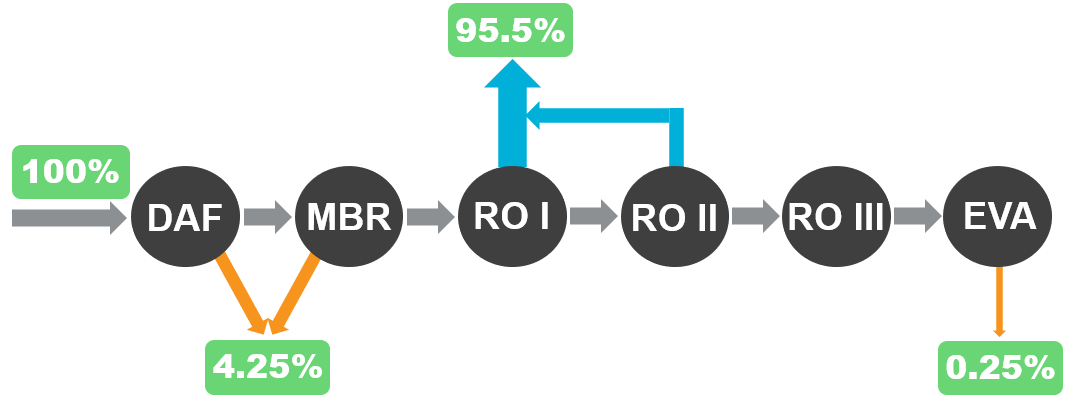
Process chain of the ZLD plant as well as the percentage of final products leaving the process.
Optimization of the reverse osmosis stages
If, as described above, the recycled water was less salty than required, i.e. the retention by the reverse osmosis membranes better than expected and the feed saltier than assumed, this means in reverse that the salts in the concentrate were particularly highly enriched, increasing the osmotic pressure in the system. This rise in pressure was counteracted by reducing the yield of the stages RO II and RO III. A measure which optimized the operation without deteriorating the total permeate yield, since stage RO I, producing the highest permeate quantity, achieves an especially high permeate yield. The concentrate of the third reverse osmosis stage RO III is finally thickened without problems in the evaporator to such extent that only a remaining 0.25 % of the raw wastewater quantity must be disposed of.
Summarizing, the upgrade and extension of an existing conventional biological wastewater treatment plant to a ZLD system has been a complete success, both with regard to the achieved quality of the recycled water and the minimization of the quantities of residues to be disposed of: 95.5 % of 100 % raw wastewater is reused, 4.25 % is flotation and surplus sludge and only 0.25 % needs to be disposed of as evaporator concentrate (picture 5). New ZLD concepts including the additional recovery of raw materials from comparable process wastewater are currently tested – an important step towards strengthening the sustainability of ZLD plants.
Decisive facts:
- A wastewater-free concept for water recycling has been developed for a cosmetics manufacturer.
- This was achieved by an optimal design of the reverse osmosis stages.
- 95.5 % of 100 % raw wastewater is reused, only 0.25 % must be disposed of as evaporator concentrate.