
Vertido cero en la producción de cosméticos
Conversión de una depuradora de aguas residuales industriales en una instalación con vertido cero.
La obtención de procesos productivos libres de aguas residuales no es posible en muchas ocasiones debido a la alta calidad que se suele exigir al agua para poder ser reutilizada. Pero no siempre es así, como es el caso de un conocido fabricante de cosméticos, que con las modificaciones implantadas en su depuradora de aguas residuales ha conseguido hacer realidad el objetivo de "Vertido Cero" y convertirse en una “fábrica seca”.
El agua es un recurso cada vez más escaso, no sólo en las zonas áridas sino también en los lugares con altas precipitaciones. Esta es la razón principal por la que durante muchos años se ha venido trabajando en la industria en conceptos de reutilización de aguas residuales. Una dificultad es el hecho de que, en muchos de los casos, para lograr la calidad exigida para la reutilización se debe utilizar un proceso de ósmosis inversa que genera concentrados con elevada salinidad y contaminación, cuya gestión es muy costosa haciéndola tanto más inviable cuanto mayor sea la cantidad de agua que se pretenda reutilizar. Para optimizar el grado de reutilización del agua y al mismo tiempo reducir al mínimo la cantidad de concentrado generado, se están desarrollando conceptos que hagan posible la reutilización de la totalidad de las aguas residuales regeneradas (consiguiendo con ello no tener vertido) y transfiriendo las sustancias contaminantes a una fase que pueda ser gestionada externamente de forma sostenible (concepto de “vertido cero” o ZLD, “Zero Liquid Discharge" por sus siglas en inglés).
Aunque a lo largo de los últimos años se ha escrito y debatido mucho sobre el vertido cero de líquidos, sólo unas pocas industrias en todo el mundo han conseguido aplicar este concepto de una manera coherente. Esto se debe principalmente a la dificultad de poder desarrollar un concepto ZLD sostenible con el que se llegue a conseguir con éxito un equilibrio entre el fin buscado y el coste de los medios para conseguirlo. Esto no es tarea fácil debido a que dado que el agua para poder ser reutilizada debe cumplir con unos altos criterios de calidad es necesario llegar a concentrar al máximo sus sustancias contaminantes y en consecuencia cuanto más alta sea dicha concentración, más compleja y costosa se hace la operación de la instalación y más contaminada resulta la fase remanente a gestionar. Esto hace que sea fundamental encontrar un equilibrio adecuado entre la calidad de agua reutilizada y la concentración de sustancias en el residuo sobrante.
Instalación ZLD con biorreactor en el fondo y contenedores de ultrafiltración y ósmosis inversa en el primer plano.

Conversión de una depuradora de aguas residuales en un sistema de reutilización de agua
En base a esta premisa, WEHRLE planteó a una compañía multinacional de fabricación de cosméticos un concepto que en un primer momento se elaboró como un proyecto para reutilización de agua pero que posteriormente acabó convirtiéndose en un concepto ZLD. La compañía disponía de una depuradora convencional para sus aguas residuales con una capacidad de tratamiento de unos 175 m³/d. Dado que la planta no cumplía con los requisitos de vertido locales se contrató a WEHRLE para modernizar la planta y transformarla en un reactor biológico de membrana (MBR) que permitiera duplicar su capacidad hasta 350 m³/d y la posibilidad de cubrir con ello necesidades futuras de tratamiento.
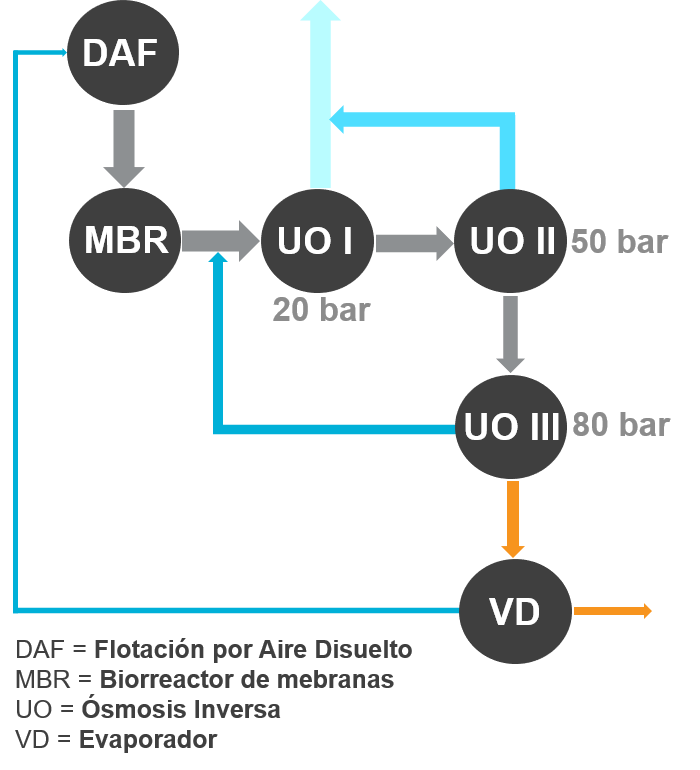
Adicionalmente se decidió equipar la instalación con una planta de ósmosis inversa (UO I = Osmosis I) que consiguiera obtener un efluente final con calidad suficiente para poder ser reutilizada. En un principio se instaló una osmosis con una capacidad de tratamiento de 200 m³/d con posibilidad de ser ampliada. Conscientes del desafío que ello suponía y ampliando su horizonte inicial, la compañía decidió dar un paso más y hacer las modificaciones necesarias para convertir su planta en un proceso ZLD con el objetivo de poder convertirse en una “fábrica seca” y desvincularse por completo de sus efluentes líquidos y su vertido a la depuradora municipal. Para poder conseguir ese objetivo se decidió implantar otras dos etapas adicionales de ósmosis inversa (UO II / UO III en la imagen 2), asegurando la generación de un permeado de muy alta calidad y consiguiendo un mayor grado de concentración del rechazo antes de su entrada a un proceso posterior de evaporación, con el que se conseguiría reconcentrar aún más el residuo generado. Los sistemas de membranas (tanto la UF como parte del MBR como las distintas etapas de ósmosis inversa) se suministraron montados en el interior de contenedores y se entregaron listos para su funcionamiento (imagen 1).
Tras la fase de construcción y puesta en marcha, WEHRLE ha estado supervisando durante seis meses el funcionamiento de la instalación. Durante este tiempo se ha podido confirmar la estabilidad y buen funcionamiento del sistema. Por cuestiones internas de producción durante ese periodo inicial, la planta tan sólo se alimentó con una media de 100 a 150 m³/d de agua residual a pesar que el caudal de diseño era significativamente mayor (MBR: 350 m³/d y OI 200 m³/d). Para poder adaptarse a este caudal de alimentación, algunos de los equipos de la instalación tuvieron que estar trabajando de forma discontinua con arranques y paros controlados, lo que era técnicamente factible pero no lo más deseable desde un punto de vista del proceso ni de fatiga mecánica de componentes.
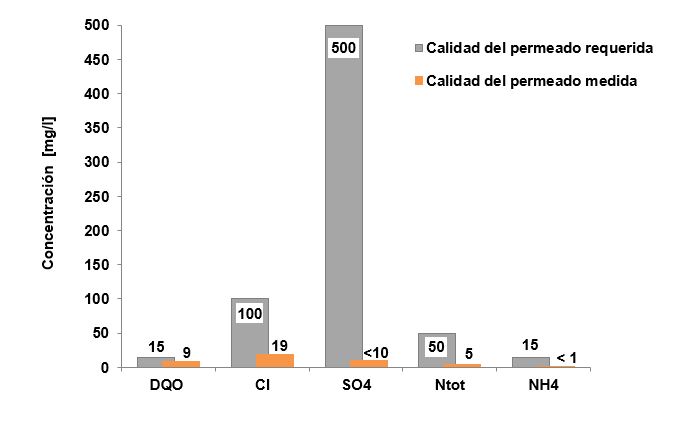
El permeado de la ultrafiltración, que es la salida del proceso MBR que se alimenta a la ósmosis inversa I, mostró concentraciones de sales considerablemente más altas, que las consideradas en el diseño. Sin embargo, tanto la cantidad como la calidad del agua recuperada fueron incluso más altas de lo esperado: el rendimiento de la osmosis I fue del 80 % en lugar del 70 % previsto. La calidad del permeado de OI, que comprende el permeado generado en las osmosis I y II, resultó ser significativamente mejor que la calidad requerida por el cliente (imagen 3). Estos buenos resultados refuerzan el concepto ZLD porque abren el abanico de posibles aplicaciones para la reutilización del agua regenerada.
Esquema del proceso ZLD
Requisitos del cliente para el agua recuperada (gris) y concentración medida del agua recuperada (naranja)
Concentrados de las distintas etapas del proceso, desde el permeado de UF (izquierda) hasta el concentrado del evaporador (derecha).

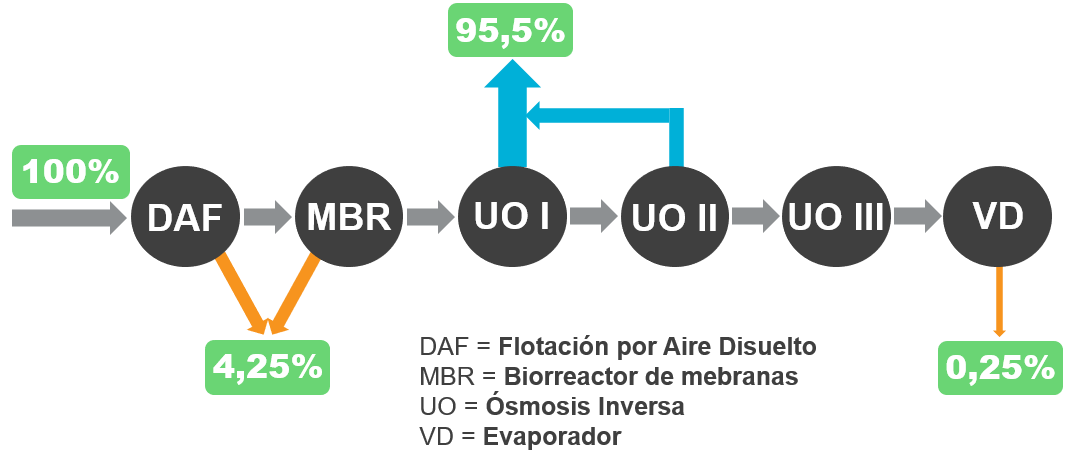
Cadena de proceso de la planta ZLD y porcentaje de productos finales que salen del proceso
Optimización de las etapas de ósmosis inversa
Como se ha descrito anteriormente, la calidad del agua regenerada (permeado de osmosis I y II) ha sido superior a la esperada, lo que significa que la retención de sales alcanzada por las membranas de ósmosis inversa fue mejor que la prevista inicialmente. Ese buen resultado tuvo como consecuencia, sin embargo, que el concentrado generado tuviera una concentración de sales superior a la prevista en el diseño inicial, lo que conllevó un aumento de la presión osmótica del sistema. Para poder contrarrestar este aumento de presión fue necesario ajustar el rendimiento de las osmosis II y III. Esta medida permitió optimizar la operación sin reducir el rendimiento total de permeado, ya que la osmosis I, que produce la mayor cantidad de permeado, alcanzó un rendimiento especialmente alto. El concentrado de la tercera etapa de ósmosis inversa se reconcentra en el evaporador con un elevado rendimiento y sin problemas operativos hasta conseguir que sólo sea necesario gestionar como residuo un 0,25% de la cantidad de agua residual bruta de entrada al proceso.
En resumen, la ampliación y mejora de la planta biológica convencional existente a un sistema de ZLD ha sido un éxito, tanto en lo que respecta a la calidad alcanzada en el agua recuperada como a la minimización de la cantidad de residuo a gestionar: El 95,5% de las aguas residuales de entrada al proceso ZLD se reutiliza, el 4,25% son lodos fisicoquímicos (flotación) y biológicos y únicamente el 0,25% (rechazo del evaporador) ha de ser gestionado como residuo (imagen 5). Actualmente se están probando nuevos conceptos de ZLD como la recuperación adicional de materias primas con valor añadido a partir de aguas residuales, lo que constituye un paso importante para reforzar la sostenibilidad de las plantas de ZLD.
Puntos clave:
- Se ha desarrollado un concepto “vertido cero” ZLD de reutilización de aguas a partir de aguas residuales para un fabricante de cosméticos.
- Este concepto se logró mediante un diseño óptimo de las distintas etapas de ósmosis inversa.
- El 95,5% del total del agua residual de entrada al ZLD se reutiliza y sólo el 0,25% (rechazo de la evaporación) debe ser gestionado externamente como residuo